Introduction: Role of MEE Evaporators in Industrial Processes
In today’s industrial world, it is essential for businesses to encompass efficiency and cost-effective solutions. Multiple Effect Evaporators have seen an uprise in many industries, be it textiles, chemicals, pharmaceuticals, or the food processing industry.
As the leading supplier of multiple-effect evaporators in India, Goldfinch Evaporators addresses the growing demand for high-performance evaporation systems. These systems help businesses reduce energy costs while complying with environmental norms.
Partnering with the right multi effect evaporator manufacturer can truly benefit your business’s growth. Here’s how.
The science behind Multiple-Effect Evaporation: How it works
A multiple effect evaporator system is a vaporization plant that does the work of separating liquids by applying heat to them.
The MEE evaporator utilizes multiple stages of evaporation to efficiently concentrate a liquid solution, such as wastewater or product streams. By utilizing the latent heat from the vapor generated in each stage, MEE systems achieve high levels of energy efficiency, making them ideal for various industrial applications.
Single vs. Multiple Effect Evaporators: Why are industries shifting to Multiple Effect Evaporation
Traditional ways of evaporation, like the single effect evaporation systems, require large amounts of energy to enable the evaporation of liquids. This made such systems highly inefficient and expensive for use in large-scale industrial operations.
Here’s why the multiple effect evaporator system makes sense for industrial use:
Cost Savings: Reduction in fuel costs as compared to traditional single effect evaporators
Energy efficient: MEE evaporators need less energy due to the reuse of vapor, thereby bringing the steam usage down
Easy to scale up: Multi effect evaporators can be scaled up for larger use cases with ease
Better environmental compliance: Using MEE systems means lower water discharge and reduced pollution.
Selecting the right multi effect evaporator manufacturer for your needs
A multiple effect evaporator not only helps industries comply with environmental regulations but also assists in your business growth. Hence, it becomes essential to choose the right MEE manufacturer for your needs. One needs to look at various aspects of a multiple effect evaporator supplier, like:
Experience: The supplier you choose should be experienced in the manufacturing and installation of such evaporators, with good technical expertise, as MEE evaporators can be complex to design and install.
Customization: Every industry is different, and so the requirement of each business needs to be properly studied to design the evaporator so that it caters to the processes effectively and efficiently. Look for a manufacturer that can customize the effects, materials used, construction type, and level of automation to suit your business needs.
Operation Support: Operating a MEE evaporator is a complex task that needs a team of technical personnel on site. Ensure that you discuss this aspect with the supplier before making a decision.
After-Sales Service: It is important to opt for a manufacturer that provides a strong after-sales service, as it will impact your business in the long run.
Maintenance: Check the annual maintenance contracts and the repairability of the supplier’s products, along with the spare part availability. This will impact the amount of downtime for the evaporator while ensuring long-term reliability and peace of mind.
Goldfinch Evaporators, being one of the top-tier multi effect evaporator manufacturers in India, will provide you with solid reliability, after-sales support, operation assistance, and world-class service. Having installed over 50 evaporation systems for several businesses belonging to varied industries, we pride ourselves on our industry expertise and sophistication.
Key benefits of MEE Evaporator & its application across industries
When it comes to thermal separation systems, nothing beats a Multiple effect evaporator in terms of energy efficiency due to its smart reuse of latent heat across the stages and effects. This makes it perfect for use in industries requiring concentration of fluids or dealing with large volumes of wastewater.
Multiple effect evaporators pose some key benefits, such as reduced operational costs, efficient energy usage, environmental conservation, and improvement in production scalability.
When it comes to the application of multiple effect evaporators in various industries, they are:
Pharmaceutical Industry
Textile Industry
Dyeing Industry
Food & Beverage Industry
Chemical Industry
Dairy Industry
The main benefit of a MEE evaporator is the way it balances efficiency, compliance, and sustainability while treating high-volume solutions. Goldfinch Evaporators designs and manufactures Multiple effect evaporators for such industries, making them grow to new heights.
Our in-house design and manufacturing will ensure great quality, energy-efficient design, and faster delivery of your evaporation systems.
Conclusion: Make the smart choice with Goldfinch
Multiple effect evaporators are a proven way to reduce operational costs and balance environmental compliance with business growth. Goldfinch Evaporators provides the perfect choice for your evaporation needs with our cutting-edge technology and innovative designs.
Our proven track record of successfully commissioning 50+ projects, supplying quality, and adhering to tight deadlines showcases our commitment to our clients’ satisfaction. Our Design team uses the latest software in thermal design to design its Evaporation systems. Our Evaporator designs are customized to achieve optimum capital and operating costs.
Choose Goldfinch as the right choice for your business. Contact us today.
Advanced technologies are applied toward the management of wastewater, to meet the stringent environmental norms and sustainable practices. One such technology powerhouse utilized for the efficient treatment of industrial effluent is the Multiple Effect Evaporator(MEE). In the below case study, we discuss the installation and benefits derived from a 150 KLD Four Effect Evaporator installed for one of the reputed specialty chemicals companies based in Taloja.
What is Multiple Effect Evaporator (MEE)?
A multiple-effect evaporatoris a sophisticated system designed to concentrate solutions, especially in industries where the question of wastewater treatment is of essence. Basically, MEE works in such a way that steam produced in one evaporator is used to heat up the next, thus saving energy while improving efficiency. This successive evaporation hence reduces the total energy consumption of the process compared with single-stage evaporators.
Overview of the Project
Client and Location
Our customer is a specialty chemicals manufacturer based at Jhagadia, Gujarat. Specialty chemicals of this company are manufactured through a process that involves large amounts of process effluent which needs effective treatment.
Challenges Faced
Several problems related to wastewater management from the client’s manufacturing processes had to be overcome. The effluent production volume was huge, with high levels of TDS, for which an effective and sustainable treatment solution was required. The traditional techniques are not able to manage such a complex composition of effluents, hence compelling the need for an advanced evaporation system.
Solution: Four Effect 150 KLD Multiple Effect Evaporator
Goldfinch Evaporation Systems suggested and installed a Four Effect 150 KLD Multiple Effect Evaporator designed to specifically undertake the complex wastewater stream from the client’s manufacturing processes. This system is engineered for treating a mixture of manufacturing effluent and Reverse Osmosis (RO) reject to offer full treatment and resource recovery in an efficient manner.
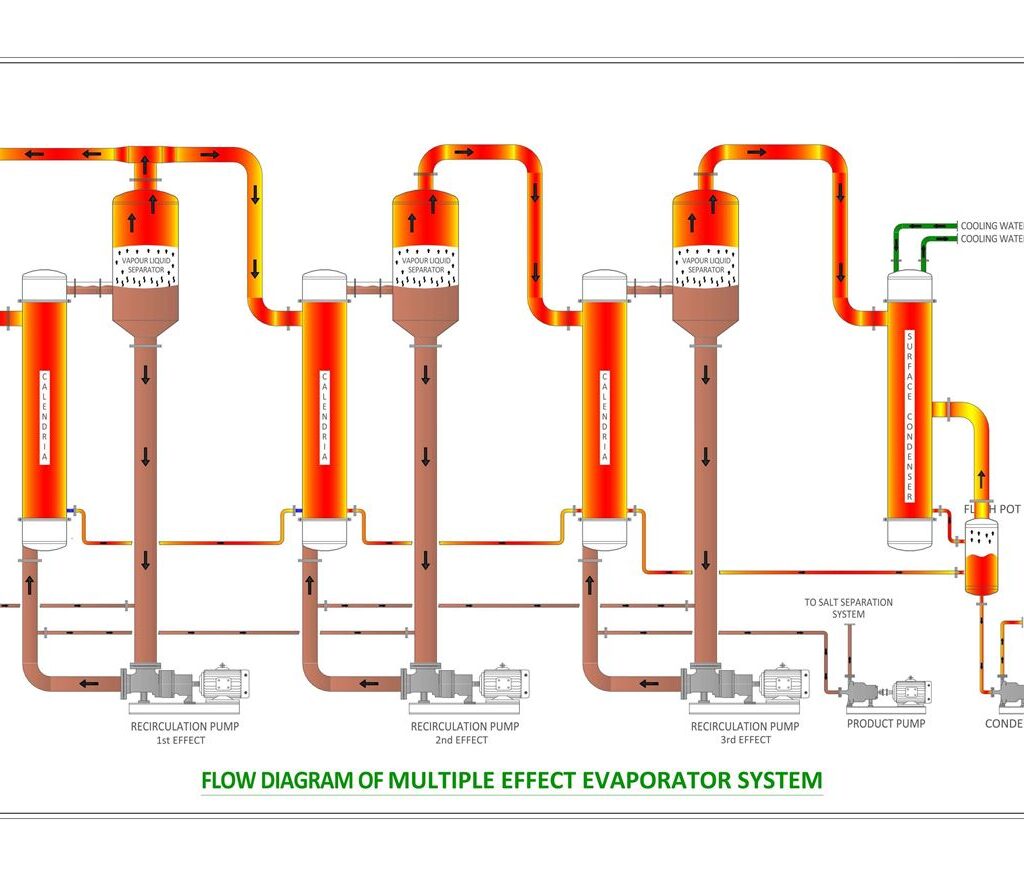
System Design and Operation
The Four Effect 150 KLD Multiple Effect Evaporator consists of four effects of evaporation. The steam generated in every effect is re-used in succeeding effects, thereby providing better energy efficiency of the system. This makes sure that there is an effective concentration of the effluent, reducing the volume of the same substantially, along with recovering byproducts of value from it.
Effluent Treatment Optimisation
Evaporator ingeniously designed to process a feed TDS level of about 70,000 ppm. This shall permit the system to address high-salinity wastewater and thus address one of the main concerns of the client.
Salt Recovery Process
The concentrated effluent is further settled in a salt settler and centrifuged to reclaim Sodium Sulphate and organic salts. This step helps not only towards increasing sustainability by decreasing one amount of waste but also provides cost efficiency by recovering and re-using some valuable by-products.
Key Advantages of Multiple Effect Evaporator
Energy Efficiency
One of the major advantages of the multiple-effect evaporator system is its energy efficiency. By reusing the steam in subsequent series, the MEE significantly reduces the energy consumed, thus being cost-effective for industries handling a large volume of wastewater. This feature of saving energy is especially useful in the specialty chemicals industry, where the costs of energy are very high.
Environmental Impact
The Multiple Effect Evaporator system forms an important contribution towards the environment by lessening the impact from industrial operations. By concentrating the wastewater, the volume of effluent that needs to be disposed reduces drastically in volume. This minimization will help in protecting the local water bodies and ecosystems from potential contamination. Further, the recovery and condensate reuse enhance the sustainability quotient of the operation.
Saves Operational Cost
Directly, the reduced energy consumption leads to lower operation costs. This will help industries save a good amount of money on utility bills and provide a multiple-effect evaporator system as economically viable for the long run. Moreover, the re-use of the condensate in the manufacturing process reduces the demand for freshwater, which again adds up to the cost efficiency.
Sustainability and Compliance.
The choice of a multiple-effect evaporator for the specialty chemicals company in Jhagadia was driven by the requirement for a robust and efficient solution to deal with high TDS effluent. It was important for compliance with stringent environmental regulations that the system delivered very good performance for the reduction of wastewater volume and the reusability of treated water.
Why Goldfinch Evaporation Systems?
Goldfinch Evaporation Systems leads in design and implementation of advanced evaporation technologies. Our commitment to innovation, quality, and sustainability has made us a valued partner for industries in need of reliable and proven solutions for the treatment of wastewater.
Experience and Expertise
Our team has gathered the necessary technical potential during years of working with such projects to manage challenging wastewater treatment projects. This large amount of gained experience ensures that we will come up with solutions tailor-made to suit clients’ unique needs.
Tailor-Made Solutions
As we know, all our clients are special and so are their needs. Hence these solutions are valued as specified needs. To optimally and effectively perform, the 150 KLD Four Effect Multiple Effect Evaporatorthat we worked on for our client from Jhagadia stands as a testimony of our capability to deliver customized and effective wastewater treatment solutions.
High-end Technology
Goldfinch employs the advanced possibilities of evaporation technology to ensure systems that are high in efficiency and friendly to the environment. Our multiple-effect evaporators with up to four effects guarantee the highest possible water recovery and energy efficiency, thus making them ideal for those industries with large volumes of wastewater.
Comprehensive Aftermarket Support
No matter the project, we have you covered from initial consultation to post-installation support. We have a team of experts to support all our clients, starting with system design to implementation and further maintenance.
Conclusion
The installation of the Four Effect 150 KLD Multiple Effect Evaporator at a specialty chemicals company in Jhagadia, Gujarat, points out clearly how the next generation of wastewater treatment technologies can bring a paradigm shift. Adoption of the Multiple Effect Evaporator at the client’s end brought forward good operational efficiencies, a reduction in adverse environmental impacts, and compliance with stringent regulations.
At Goldfinch Evaporation Systems, we are proud to be a part of this successful venture with the client. Our commitment to the provision of state-of-the-art solutions across various industries, tailor-made to each one’s needs, has not wavered in any way.
Follow Goldfinch Evolution Systems on LinkedIn to hear more about our innovation in wastewater treatment solutions and stay up-to-date on our most recent projects underway. Reach out and contact us today to find out how we can support you in managing your waste treatment processes to achieve your SDGs. Together, we create a cleaner, more sustainable world.
Follow us on LinkedIn and contact us for all your wastewater treatment needs.
A Multiple Effect Evaporator (MEE) is a sophisticated device designed to remove water from liquids using steam. Unlike single-effect evaporators, which discard the steam after one use, MEEs reuse steam across multiple stages, making them significantly more energy-efficient. This technology is crucial in various industries, such as food processing, pharmaceuticals, chemicals, and wastewater treatment, where large volumes of liquid need to be concentrated or purified. Goldfinch Evaporator Systems specializes in providing tailored feed-in Multiple Effect Evaporatorsolutions to meet diverse industrial needs.
The Importance of Feed in Multiple Effect Evaporator Systems
The way feed inmultiple-effect evaporator systems is managed plays a critical role in their efficiency and overall performance. The method of introducing and handling the feed inMultiple Effect Evaporators across the evaporator stages significantly impacts the system’s energy consumption, operational complexity, and suitability for different types of liquids.
How Multiple Effect Evaporators Work
Single Effect vs. Multiple Effect Evaporators
In a single-effect evaporator, steam heats a liquid, causing the water in the liquid to evaporate. The resulting steam is then discarded, making the process energy-intensive. In contrast, a multiple-effect evaporator reuses the steam generated in one stage to heat the next stage, thus conserving energy and improving efficiency. Typically, MEEs consist of two or more stages, with triple-effect evaporators (three stages) being quite common.
Key Components of Multiple Effect Evaporators
Heat Exchangers: Facilitate the transfer of heat from steam to the liquid feed.
Condensers: Convert the used steam back into water.
Pumps: Move the liquid feed through the various stages of the evaporator.
Separator Vessels: Separate the evaporated steam from the concentrated liquid.
The Three Main Configurations Feed in Multiple Effect Evaporators
Each configuration has unique advantages making them suitable for different industrial processes.
Forward Feed In Multiple Effect Evaporator
How It Works
In a Forward Feed inMultiple Effect Evaporator, the liquid feed and steam are introduced into the first effect. The liquid is partially concentrated in the first stage and then flows to the next stage, and so on. Each subsequent stage operates at a lower pressure, allowing the steam from one stage to boil the liquid in the next.
Advantages
Energy Efficiency: By reusing steam, forward feed systems achieve high energy efficiency.
Simpler Design: Generally simpler to design and maintain.
Lower Cost: Often have lower material and operating costs compared to more complex configurations.
Applications
Forward feed systems are suitable for processes where the liquid is not highly viscous and can handle temperature increases. Common applications include:
Chemical Processing: Concentrating chemical solutions.
Food and Beverage: Evaporating non-viscous liquids like fruit juices and milk.
Backward Feed In Multiple Effect Evaporator
How It Works
In a Backward Feed In Multiple Effect Evaporator, the dilute liquid feed is introduced into the last effect and pumped backward through the stages to the first effect. This arrangement typically requires pumps between each stage to move the increasingly concentrated liquid.
Advantages
Handling Viscous Fluids: Better suited for viscous liquids because the liquid is more concentrated (and thus more viscous) at higher temperatures in the initial stages.
Higher Capacity: Can achieve higher evaporation capacities, beneficial for large-scale operations.
Applications
Backward feed systems are ideal for processes involving viscous or heat-sensitive materials. They are commonly used in:
Pharmaceuticals: Concentrating viscous solutions and extracts.
Wastewater Treatment: Treating industrial effluents with high viscosity.
Parallel Feed In Multiple Effect Evaporator
How It Works
In a Parallel Feed In Multiple Effect Evaporator, the liquid feed is split and introduced into multiple stages simultaneously. Each stage operates independently, and the concentrated outputs from each stage are combined at the end of the process.
Advantages
Flexibility: Offers flexibility in handling different feed compositions and flow rates.
Uniform Temperature Control: Easier to maintain consistent temperatures across stages since each operates independently.
Applications
Parallel feed systems are suitable for processes requiring precise control over temperature and concentration, such as:
Desalination: Handling varying feed salinity in desalination plants.
Food Processing: Concentrating multiple streams of food products simultaneously.
Comparing Feed in Multiple Effect EvaporatorsConfigurations
Energy Efficiency
Forward Feed: High energy efficiency due to sequential steam use.
Backward Feed: Also energy-efficient but requires more energy for pumping.
Parallel Feed: Can be energy-efficient with proper control and synchronization.
Complexity and Cost
Forward Feed: Simpler design with lower costs.
Backward Feed: More complex with higher costs.
Parallel Feed: Most complex and expensive, but offers high flexibility.
Suitability for Viscous Materials
Forward Feed: Less suitable for highly viscous materials.
Backward Feed: Best for viscous materials due to higher initial temperatures.
Parallel Feed: Suitable for various viscosities with appropriate control.
Designing a Multiple Effect Evaporator
Goldfinch Evaporator Systems takes a meticulous approach to designing MEEs, considering several critical factors to ensure optimal performance:
Key Considerations
Feed Characteristics: Understanding the feed’s properties, such as viscosity, temperature sensitivity, and concentration levels, is crucial.
Heat Transfer Efficiency: Ensuring optimal heat transfer by selecting appropriate heat exchangers and maintaining high heat transfer coefficients.
Liquid-Vapor Separation: Effective separation reduces product loss and improves quality.
Energy Utilization: Maximizing energy efficiency through design and potential energy recovery techniques is essential.
Applications of Multiple Effect Evaporators
Industrial Wastewater Treatment
MEEs are highly effective for treating industrial wastewater, reducing parameters like Chemical Oxygen Demand (COD), Biological Oxygen Demand (BOD), and Total Suspended Solids (TSS). They are used in:
Chemical and Pharmaceutical Industries: Treating effluents with high organic loads.
Textile and Dyeing: Concentrating and treating wastewater to minimize disposal costs.
Desalination
MEEs concentrate reject streams from reverse osmosis (RO) processes, recovering valuable water and reducing brine disposal volumes in desalination plants.
Food and Beverage Industry
MEEs concentrate products such as:
Milk: Producing condensed milk and milk powder.
Fruit Juices: Evaporating water to produce concentrated fruit juices.
Chemical Processing
In chemical processing, MEEs concentrate solutions and recover solvents, enhancing efficiency and sustainability.
Detailed Examination of Feed Configurations
Forward Feed Multiple Effect Evaporator
In a Forward Feed In Multiple Effect Evaporator, the process begins with the introduction of the feed and steam into the first effect. The steam heats the feed, causing it to partially evaporate. The partially concentrated liquid then flows into the second effect, where it is further concentrated, and this process continues through all the effects. The steam produced in the first effect is reused to heat the second effect, and so on, until the final effect, where the remaining liquid is highly concentrated.
Main Advantage
The primary advantage of the forward feed configuration is its simplicity. Because the steam and liquid flow in the same direction, the system can be designed with fewer pumps, reducing both the initial cost and the complexity of operation. Additionally, forward feed systems are more energy-efficient than single-effect systems because they reuse the steam multiple times.
Industrial Use
Forward Feed in multiple-effect evaporators is widely used in industries where the feed is not highly viscous and can tolerate higher temperatures. For example, in the chemical processing industry, forward feed systems are used to concentrate various chemical solutions. In the food and beverage industry, they are used to evaporate water from fruit juices, milk, and other non-viscous liquids.
Backward Feed Multiple Effect Evaporator
The backward feed configuration is designed to handle more viscous and heat-sensitive materials. In this configuration, the dilute liquid feed is introduced into the last effect and is pumped backward through the system to the first effect. This arrangement allows the more concentrated liquid, which is also more viscous, to be processed at higher temperatures in the initial stages.
Main Advantage
The primary advantage of the backward feed configuration is its ability to handle highly viscous materials. Processing more concentrated and viscous liquids at higher temperatures in the initial stages helps reduce viscosity and improve flow
in subsequent stages. This makes the backward feed configuration ideal for applications in industries where highly viscous materials are prevalent, such as pharmaceuticals and wastewater treatment.
Industrial Use
Despite these challenges, backward feed systems are indispensable in industries dealing with viscous or heat-sensitive materials. For instance, in pharmaceutical manufacturing, backward feed systems are employed to concentrate viscous solutions and extracts efficiently. Likewise, in wastewater treatment facilities, these systems play a crucial role in treating industrial effluents with high viscosity.
Parallel Feed Multiple Effect Evaporator
The parallel feed configuration is engineered to provide flexibility and precise control over the evaporation process. In this setup, the liquid feed is divided and introduced into multiple effects simultaneously. Each effect operates independently, and the concentrated outputs from each stage are combined at the process’s conclusion.
Main Advantage
One of the primary advantages of the parallel feed configuration is its flexibility. Since each effect operates autonomously, the system can adapt to handle varying feed compositions and flow rates effectively. This versatility makes parallel feed systems particularly well-suited for applications where feed characteristics fluctuate significantly, such as in desalination plants and food processing facilities.
Industrial Use
Parallel feed systems find widespread application in industries necessitating precise control over temperature and concentration. For instance, in desalination plants, parallel feed systems are employed to handle varying feed salinity levels effectively. Similarly, in the food processing sector, these systems are used to concentrate multiple streams of food products simultaneously, ensuring uniform quality and concentration levels.
Comparing Feed Configurations
Energy Efficiency
Forward Feed: Achieves high energy efficiency by sequentially utilizing steam.
Backward Feed: Also energy-efficient, but requires additional energy for pumping.
Parallel Feed: Can be energy-efficient with proper control and synchronization.
Complexity and Cost
Forward Feed: Characterized by simpler design and lower costs.
Backward Feed: More complex and costly due to additional pumps and piping.
Parallel Feed: Most complex and expensive, yet offers unparalleled flexibility.
Suitability for Viscous Materials
Forward Feed: Less suitable for highly viscous materials due to incremental temperature increases.
Backward Feed: Ideal for handling viscous materials, thanks to higher initial temperatures.
Parallel Feed: Suitable for a wide range of viscosities with precise control.
Designing a Multiple Effect Evaporator
When designing an MEE, several factors must be carefully considered to ensure optimal performance and efficiency:
Key Considerations
Feed Characteristics: Understanding the properties of the feed, including viscosity, temperature sensitivity, and concentration levels, is paramount.
Heat Transfer Efficiency: Selecting appropriate heat exchangers and maintaining high heat transfer coefficients is critical for efficient operation.
Liquid-Vapor Separation: Effective separation minimizes product loss and enhances product quality.
Energy Utilization: Maximizing energy efficiency through design optimization and energy recovery techniques is essential for sustainable operation.
Applications of Multiple Effect Evaporators
Industrial Wastewater Treatment
Multiple Effect Evaporators are highly effective in treating industrial wastewater, reducing parameters such as Chemical Oxygen Demand (COD), Biological Oxygen Demand (BOD), and Total Suspended Solids (TSS). They find application in:
Chemical and Pharmaceutical Industries: Treating effluents with high organic loads.
Textile and Dyeing: Concentrating and treating wastewater to reduce disposal costs.
Desalination
Multiple Effect Evaporators are employed to concentrate reject streams from reverse osmosis (RO) processes, recovering valuable water and reducing brine disposal volumes in desalination plants.
Food and Beverage Industry
Multiple Effect Evaporators are used to concentrate various products, including:
Milk: Producing condensed milk and milk powder.
Fruit Juices: Evaporating water to produce concentrated fruit juices.
Chemical Processing
In chemical processing, Multiple Effect Evaporators are utilized to concentrate solutions and recover solvents, enhancing efficiency and sustainability.
Conclusion
Multiple Effect Evaporators are versatile and efficient systems for evaporating water from various liquid feeds. The choice of feed configuration — Forward Feed, Backward Feed, or Parallel Feed—depends on specific process requirements, including feed characteristics, energy efficiency goals, and operational complexity.
Goldfinch Evaporator Systems specializes in designing and manufacturing high-quality Multiple Effect Evaporators tailored to meet diverse industrial needs. Our expertise ensures that clients achieve optimal performance, energy efficiency, and cost savings in their operations. Contact us today to learn more about how our solutions can benefit your operations and elevate your efficiency to new heights.
In the ever-evolving industrial landscape of India, efficiency and sustainability have become paramount. One technological advancement that has significantly contributed to these goals is the multiple effect evaporator. Specifically, the steam economy of multiple effect evaporator systems plays a critical role in enhancing the efficiency of various industrial processes. Goldfinch Evaporator Systems, a leading name in the industry, has been at the forefront of this innovation, providing cutting-edge solutions to industries across India.
Introduction:
Understanding the steam economy of multiple effect evaporator systems is essential for industries that aim to optimize their energy usage and reduce operational costs. This article explores the principle, construction, working mechanism, benefits, and applications of multiple effect evaporators, with a special focus on their steam economy. By delving into the specifics, we aim to highlight how Goldfinch Evaporator Systems is driving growth and efficiency in the Indian industrial sector.
Principle of Steam Economy in Multiple Effect Evaporator Systems:
The principle behind the steam economy of multiple effect evaporator systems is the reuse of steam across multiple stages or effects to maximize efficiency. In a single effect evaporator, steam is used once to heat the solution, and the resulting vapor is discarded. However, in a multiple effect evaporator, the vapor generated in one stage is used to heat the next stage. This cascading use of steam results in a significant reduction in the overall steam requirement, thereby enhancing the steam economy.
Construction of Multiple Effect Evaporators:
A typical multiple effect evaporator consists of several key components:
Evaporator Vessels: These vessels are arranged in series, with each successive vessel operating at a lower pressure and temperature.
Heat Exchangers: These facilitate the transfer of heat from steam to the liquid feed in each stage.
Condensers: Used to condense the vapor produced in the final effect.
Vacuum Pumps: Essential for maintaining the required vacuum conditions in the lower pressure stages.
Interconnecting Piping: A network of pipes that ensures efficient transfer of steam, vapor, and liquid between effects.
The construction of multiple effect evaporators is designed to optimize the steam economy of multiple effect evaporator systems, ensuring maximum heat reuse and minimal energy consumption.
The operation of a multiple effect evaporator involves the following stages:
Working Mechanism of Multiple Effect Evaporators:
Initial Heating: Steam is introduced into the heat exchanger of the first evaporator vessel, heating the liquid feed and causing it to evaporate.
Cascade Heating: The vapor generated in the first effect is used as the heating medium for the second effect, which operates at a lower pressure and temperature.
Subsequent Effects: This process continues through the subsequent effects, with each stage using the vapor from the previous stage to heat the liquid feed.
Condensation: The vapor from the final effect is condensed, and the condensate is collected for potential reuse within the system.
This cascading use of steam significantly enhances the steam economy of multiple effect evaporator systems, making them far more efficient than single effect evaporators.
A Smart Approach to Efficient Liquid Evaporation:
At Goldfinch Evaporation Systems, we have pioneered a sophisticated and efficient method for liquid evaporation through the use of Multiple Effect Evaporator Systems. Our innovative approach capitalizes on the principles of thermodynamics to optimize energy utilization, minimize resource wastage, and enhance overall process efficiency.
Understanding steam economy of multiple effect evaporator systems:
Imagine the conventional process of boiling water in a single pot on a stove. Now, envision an evolution of this process, where instead of relying on just one pot, we employ a series of interconnected vessels. This is the essence of our Multiple Effect Evaporator System.
In this system, the liquid to be concentrated, be it water, or wastewater, is introduced into the first vessel. Here, the liquid is subjected to heat, typically derived from steam or hot oil. As the liquid heats up, it begins to evaporate, leaving behind the desired concentrated substances, such as salt or sugar.
Harnessing the Power of Steam Economy
Herein lies the brilliance of our system: the steam produced during the evaporation process is not discarded as waste. Instead, it serves a dual purpose, acting as a valuable source of energy to heat the liquid in subsequent vessels. This cascading effect enables us to recycle and reuse the latent heat energy present in the steam, thereby significantly enhancing the overall energy efficiency of the evaporation process.
In traditional single-effect evaporators, the consumption of steam is considerable, typically ranging from 1 to 1.2 kilograms per kilogram of water evaporated. However, with our Multiple Effect Evaporator System, the steam economy is drastically improved.
By strategically channeling and reusing the steam across multiple vessels, we can achieve a remarkable increase in evaporation efficiency. For instance, with just 1 kilogram of steam, our system can effectively evaporate up to 3 kilograms of water when employing three interconnected vessels.
Advantages Beyond Efficiency
The benefits of our system extend far beyond its enhanced steam economy. As the liquid progresses from one vessel to the next, it undergoes a process of continuous concentration. This progressive concentration is particularly advantageous in various industrial applications, such as the production of fruit juices or the treatment of wastewater.
In the realm of fruit juice production, for example, our Multiple Effect Evaporator System allows for precise control over the concentration levels of the juice. By gradually removing water from the solution across multiple stages, we can tailor the final product to meet specific taste preferences and quality standards.
Similarly, in wastewater treatment processes, our system facilitates the efficient removal of contaminants and pollutants. By concentrating the wastewater, we can significantly reduce its volume, making it easier and more cost-effective to treat and dispose of safely.
Environmental Sustainability
In addition to its economic and operational advantages, our Multiple Effect Evaporator System aligns seamlessly with principles of environmental sustainability. By optimizing energy utilization and minimizing resource wastage, we are able to reduce the carbon footprint associated with the evaporation process.
Moreover, our system enables industries to conserve water resources by facilitating the reuse and recycling of treated water. This not only mitigates the strain on freshwater sources but also helps to alleviate environmental pollution by reducing the discharge of contaminated wastewater into natural ecosystems.
The Steam Economy of Multiple Effect Evaporator Systems represents a paradigm shift in the field of liquid evaporation. By harnessing the power of thermodynamics and adopting a holistic approach to energy efficiency, Goldfinch Evaporation Systems has revolutionized the way industries approach concentration processes.
Our innovative system offers a compelling combination of enhanced efficiency, process flexibility, and environmental sustainability. Whether in the production of consumer goods, the treatment of industrial effluents, or the purification of water, our technology stands as a beacon of ingenuity and progress.
At Goldfinch Evaporation Systems, we remain committed to pushing the boundaries of innovation and driving positive change in the world of liquid concentration. Join us on our journey towards a smarter, more sustainable future
Advantages of Multiple Effect Evaporators:
The steam economy of multiple effect evaporator systems offers numerous advantages:
Energy Efficiency: The reuse of steam across multiple stages drastically reduces the overall steam requirement, leading to significant energy savings.
Cost Savings: Lower energy consumption translates to substantial cost savings in industrial operations.
Scalability: Multiple effect evaporators can be scaled to meet the needs of large-scale industrial processes.
Environmental Impact: Reduced steam consumption leads to lower greenhouse gas emissions, making the process more environmentally friendly.
Operational Efficiency: The system allows for continuous operation, enhancing productivity and reducing downtime.
Energy Efficiency: The reuse of steam across multiple stages drastically reduces the overall steam requirement, leading to significant energy savings.
Cost Savings: Lower energy consumption translates to substantial cost savings in industrial operations.
Scalability: Multiple effect evaporators can be scaled to meet the needs of large-scale industrial processes.
Environmental Impact: Reduced steam consumption leads to lower greenhouse gas emissions, making the process more environmentally friendly.
Operational Efficiency: The system allows for continuous operation, enhancing productivity and reducing downtime.
Applications in the Indian Industrial Sector:
The steam economy of multiple effect evaporator systems makes them ideal for a wide range of applications in the growing industrial sector in India, including:
Food and Beverage Industry: Concentrating fruit juices, dairy products, and other food liquids.
Pharmaceutical Industry: Producing high-purity chemicals and pharmaceuticals.
Chemical Industry: Concentrating chemical solutions and recovering solvents.
Pulp and Paper Industry: Concentrating black liquor and other process streams.
Optimizing the Steam Economy of Multiple Effect Evaporator Systems:
Several strategies can be employed to optimize the steam economy of multiple effect evaporator systems:
Increase the Number of Effects: Adding more effects increases the reuse of steam, thereby enhancing efficiency.
Heat Integration: Utilizing waste heat from other processes can further reduce the steam requirement.
Vacuum Optimization: Maintaining optimal vacuum conditions in each effect improves the overall steam economy.
Feed Preheating: Preheating the feed using waste heat can reduce the steam needed for initial heating.
Regular Maintenance: Ensuring the system is free from fouling and scaling maintains high heat transfer efficiency.
Challenges and Solutions:
Despite their many advantages, multiple effect evaporators can present challenges such as high initial capital costs and complexity in operation. However, these can be mitigated through:
Technological Advancements: Innovations in design and materials can reduce costs and complexity.
Training and Automation: Skilled operators and automated control systems can improve operational efficiency.
Efficient Design: Tailoring the design to specific process requirements can enhance performance and reduce costs.
Case Study: Goldfinch Evaporator Systems in Action:
Goldfinch Evaporator Systems has been instrumental in optimizing the steam economy of multiple effect evaporator systems for various industries in India. In one notable case, a client in the dairy industry sought to improve the efficiency of their evaporation process. By implementing a customized multiple effect evaporator designed by Goldfinch, the client achieved a steam economy of 5.5, reducing their energy costs by 40% and significantly lowering their carbon footprint.
Future Trends in Multiple Effect Evaporators:
The future of multiple effect evaporators looks promising, with trends focusing on further improving the steam economy of multiple effect evaporator systems and sustainability. Innovations such as integrating renewable energy sources, advanced materials for better heat transfer, and smart control systems for optimal operation are set to revolutionize the industry.
Conclusion:
The steam economy of multiple effect evaporator systems is a vital factor in the efficiency and sustainability of industrial processes. By understanding the principles, construction, and working of these systems, and implementing strategies to optimize their performance, industries can achieve significant energy and cost savings. Goldfinch Evaporator Systems is at the forefront of this technology, offering innovative solutions that maximize steam economy and enhance operational efficiency. Choose Goldfinch for your evaporation needs and experience the benefits of advanced, energy-efficient, and cost-effective multiple effect evaporator systems.
In conclusion, the steam economy of multiple effect evaporator systems is not just about saving energy; it’s about improving overall process efficiency, reducing costs, and promoting sustainability. By focusing on optimizing the steam economy, industries can achieve significant operational advantages and contribute to a greener future. Goldfinch Evaporator Systems is committed to driving innovation and efficiency in the Indian industrial sector, providing state-of-the-art multiple effect evaporators that deliver superior performance and sustainability.
This comprehensive article highlights the importance and benefits of the steam economy of multiple effect evaporator systems, focusing on their role in enhancing efficiency and sustainability in the growing industrial sector in India. By emphasizing the expertise and innovative solutions offered by Goldfinch Evaporator Systems, this piece aims to rank well on Google and provide valuable insights to industry professionals seeking to optimize their evaporation processes.