Introduction
The textile industry is a cornerstone of the Indian economy, contributing significantly to the national GDP and export earnings. However, the sector’s heavy reliance on water for dyeing and coloring processes poses significant environmental and operational challenges. As water scarcity intensifies and environmental regulations tighten, the need for sustainable water management has become paramount. Enter Zero Liquid Discharge (ZLD) technology—a transformative approach that not only addresses wastewater management but also promotes water conservation and resource recovery. Let’s study how ZLD in Textile Industry plays a vital role especially in Indian textile manufacturing industries.
Also Read: Understanding Zero Liquid Discharge (ZLD): Principles and Process
Understanding ZLD in Textile Industry
Zero Liquid Discharge (ZLD) is a comprehensive wastewater treatment process that ensures no liquid waste is discharged into the environment. This method involves treating, recycling, and reusing wastewater, thereby significantly reducing the intake of fresh water and minimizing environmental pollution. ZLD desalination, in particular, can recover 75%–90% of the total water from wastewater, making it a high-recovery process ideal for the textile industry.
Components of a ZLD System
A well-designed ZLD system integrates several key components:
- Pretreatment (Physicochemical and Biological)
- Reverse Osmosis (RO) Membrane Processes
- Evaporators and Crystallizers (Thermal Processes)
Technologies Employed in ZLD
Several advanced technologies are utilized to achieve ZLD:
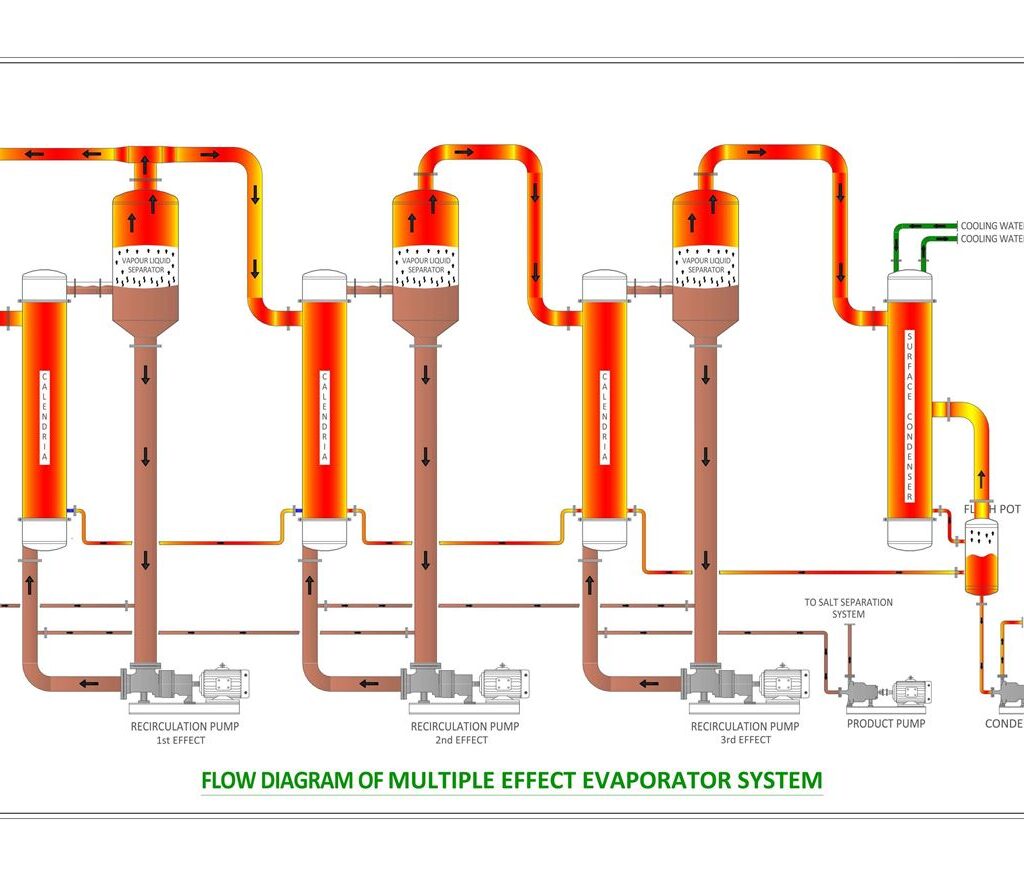
- Thermal Processes: Multistage Flash Distillation (MSF), Single and Multiple Effect Evaporation (SEE/MEE) coupled with Mechanical Vapor Compression (MVC).
- Membrane-Based Systems: Reverse Osmosis (RO), Forward Osmosis (FO), Membrane Distillation (MD), Nanofiltration (NF), and Electrodialysis (ED/EDR).
Also Read: Multiple Effect Evaporators Manufacturer Supplier
Driving Factors for ZLD Adoption
The adoption of ZLD in Textile Industry is driven by several factors:
- Fresh Water Scarcity: Increasing water demand and declining availability necessitate efficient water management.
- Water Economics: Rising water costs make recycling and reuse economically beneficial.
- Environmental Regulations: Stringent regulations mandate the reduction of wastewater discharge and pollution.
ZLD in the Indian Textile Industry
India, with its significant share of the global population and limited water resources, faces acute water stress. The government has implemented ZLD guidelines for key industrial sectors, including textiles, tanneries, distilleries, and pulp & paper. The 2015 ZLD mandate requires textile industries with substantial effluent discharge to achieve ZLD, with specific regulations for industries in environmentally sensitive areas.
Case Study: Tirupur Textile Cluster
The textile hub of Tirupur in Tamil Nadu has been at the forefront of ZLD implementation since 2008. The high court’s mandate for ZLD systems in dyeing and wet processing units has resulted in significant advancements in wastewater management. Here, ZLD systems have demonstrated the capability to recycle 92-95% of water and recover salts for reuse in dyeing processes.
Financial Viability and Challenges
Despite its environmental benefits, ZLD implementation poses financial challenges:
- High CAPEX and OPEX: Initial setup and operational costs are substantial.
- Management of Toxic Waste: Treatment processes generate highly toxic waste.
- Space Requirements: Large-scale ZLD systems require significant space.
- Impact on Product Cost: Increased costs can affect the final product’s pricing.
However, large-scale industries and those with high water usage can achieve ZLD through dedicated effluent treatment plants or by partnering with Common Effluent Treatment Plants (CETPs).
Technological Solutions for ZLD in Textile Industry
The textile industry deals with various types of effluents, primarily from dyeing and finishing processes. The effluent often contains high levels of salts and organic compounds, which need specialized treatment methods. Below are the primary technologies and steps used in achieving ZLD in Textile Industry:
1. Pre-Treatment Processes
- Biological Treatment: Removes biodegradable organic matter using microbial action.
- Physicochemical Treatment: Involves coagulation, flocculation, and sedimentation to remove suspended solids and reduce chemical oxygen demand (COD).
2. Membrane Technologies
- Reverse Osmosis (RO): Separates water from dissolved salts and other contaminants, achieving a recovery rate of up to 80%.
- Nanofiltration (NF): Targets specific molecules and multivalent ions, complementing RO in treating textile effluents.
- Forward Osmosis (FO) and Membrane Distillation (MD): Emerging technologies offering potential cost and energy savings.
3. Thermal Technologies
- Multi-Effect Evaporation (MEE): Utilizes multiple stages of evaporation to concentrate brine solutions.
- Mechanical Vapor Recompression (MVR): Recompresses vapor generated during evaporation to reuse energy, enhancing efficiency.
Benefits of ZLD IN Textile Industry
Implementing ZLD in Textile Industry offers numerous benefits:
- Water Conservation: Significant reduction in fresh water intake through high recovery and recycling rates.
- Resource Recovery: Recovery of salts and other chemicals reduces the need for raw materials.
- Regulatory Compliance: Meets stringent environmental regulations, avoiding potential fines and operational shutdowns.
- Sustainable Operations: Enhances the industry’s sustainability profile, attracting eco-conscious customers and investors.
Economic Implications of ZLD
While ZLD in Textile Industry systems entail high initial and operational costs, the economic benefits over time can be substantial. The cost of water saved, and recovered resources such as salts, can offset a portion of these expenses. For example, in Tirupur, the cost of recovered water ranges from Rs. 40 to 60 per kiloliter (KL), while the cost for fresh water stands at Rs. 70/KL. Additionally, the recovery of glober salt, commonly used in dyeing, can further reduce operational costs.
Policy Framework and Future Prospects
India’s policy framework for ZLD in Textile Industry sets a precedent for other industrial sectors. The national mandate for textile industries emphasizes the importance of sustainable wastewater management. The Ministry of Environment, Forest and Climate Change (MoEFCC) plays a crucial role in enforcing these regulations, ensuring that industries comply with ZLD requirements.
Goldfinch Evaporation Systems: Leading the Way in ZLD Solutions
At Goldfinch Evaporation Systems, we are committed to providing cutting-edge ZLD solutions tailored to the needs of the textile industry. Our advanced technology portfolio includes high-efficiency evaporators, robust RO systems, and innovative pre-treatment solutions designed to maximize water recovery and minimize waste.
Why Choose Goldfinch Evaporation Systems?
- Proven Expertise: With years of experience in ZLD implementation, we offer reliable and effective solutions.
- Customizable Systems: Our solutions are tailored to meet the specific needs of each client, ensuring optimal performance and cost-effectiveness.
- Sustainable Practices: We focus on reducing environmental impact through innovative and efficient technologies.
Detailed Implementation Strategies for ZLD in Textile Industry
To fully understand the implementation of ZLD in Textile Industry, it’s important to delve into the detailed strategies and steps involved. This section explores the step-by-step process, technologies, and best practices that can be adopted to achieve effective ZLD.
1. Initial Assessment and Feasibility Study
Before implementing ZLD, it is crucial to conduct an initial assessment and feasibility study. This includes:
- Water Audit: Assessing the current water usage, identifying sources of wastewater, and understanding the quantity and quality of effluents.
- Feasibility Study: Analyzing the economic, technical, and environmental feasibility of implementing ZLD.
2. Pre-Treatment Processes
Effective pre-treatment is essential to prepare the wastewater for subsequent advanced treatment processes. This includes:
- Screening: Removing large solids and debris from the wastewater.
- Chemical Precipitation: Adding chemicals to remove suspended solids and reduce chemical oxygen demand (COD).
- Biological Treatment: Using microbial action to degrade organic pollutants.
3. Advanced Treatment Processes
After pre-treatment, advanced treatment processes are employed to achieve high levels of water recovery. These include:
- Membrane Technologies:
- Reverse Osmosis (RO): Using semi-permeable membranes to remove dissolved salts and contaminants.
- Nanofiltration (NF): Targeting specific molecules and ions, complementing the RO process.
- Thermal Technologies:
- Multi-Effect Evaporation (MEE): Using multiple stages of evaporation to concentrate brine solutions.
- Mechanical Vapor Recompression (MVR): Enhancing energy efficiency by recompressing vapor generated during evaporation.
4. Resource Recovery
One of the key benefits of ZLD is the recovery of valuable resources from wastewater. This includes:
- Water Recovery: Recycling up to 95% of water for reuse in industrial processes.
- Salt Recovery: Recovering salts used in the dyeing process, such as glober salt, which can be reused.
5. Waste Management
Managing the waste generated during the ZLD process is crucial to minimize environmental impact. This includes:
- Handling Toxic Sludge: Safely disposing or treating highly toxic sludge generated during the treatment process.
- Brine Management: Managing concentrated brine solutions to prevent environmental contamination.
6. Monitoring and Optimization
Continuous monitoring and optimization of the ZLD system are essential to ensure its efficiency and effectiveness. ZLD in Textile Industry includes:
- Regular Monitoring: Tracking the performance of the ZLD system, including water recovery rates and quality of treated water.
- Optimization: Implementing process improvements and adopting new technologies to enhance system efficiency.
Challenges and Solutions in ZLD Implementation
Implementing ZLD in Textile Industry comes with its set of challenges. However, with strategic planning and innovative solutions, these challenges can be effectively addressed.
1. High Capital and Operational Costs
Challenge: The initial investment and operational costs for ZLD systems are high. Solution: Partnering with specialized providers like Goldfinch Evaporation Systems can help optimize costs through customized solutions and efficient technologies.
2. Space Requirements
Challenge: ZLD systems require significant space for installation. Solution: Modular and compact system designs can be employed to fit within existing industrial spaces without extensive modifications.
3. Toxic Waste Management
Challenge: The treatment process generates highly toxic waste. Solution: Implementing advanced waste management techniques and partnering with certified waste disposal services ensures safe handling and disposal.
4. Impact on Product Cost
Challenge: Increased costs can affect the final product’s pricing. Solution: Efficient resource recovery and process optimization can offset some of the costs, making ZLD economically viable in the long run.
Best Practices for ZLD Implementation
To ensure successful implementation ZLD in the textile industry, the following best practices should be adopted:
- Stakeholder Engagement: Involving all stakeholders, including management, employees, and regulatory bodies, ensures smooth implementation and compliance.
- Skilled Workforce: Training and developing a skilled workforce to operate and maintain ZLD systems.
- Continuous Improvement: Regularly reviewing and updating processes to incorporate new technologies and improve system efficiency.
- Regulatory Compliance: Staying updated with regulatory requirements and ensuring compliance to avoid penalties and operational disruptions.
Future Trends in ZLD IN Textile Industry
The future of ZLD in Textile Industry is promising, with ongoing research and development driving advancements in technology and efficiency. Key trends to watch include:
- Emerging Technologies: Adoption of newer technologies such as Forward Osmosis (FO) and Membrane Distillation (MD) that offer potential cost and energy savings.
- Digitalization: Integration of digital tools and IoT for real-time monitoring and optimization of ZLD systems.
- Sustainability Initiatives: Increasing focus on sustainability will drive the adoption of ZLD as a standard practice in the textile industry.
Conclusion
Zero Liquid Discharge (ZLD) is revolutionizing wastewater management in the textile industry, offering a sustainable and effective solution to water scarcity and pollution. Despite the challenges associated with its implementation, the long-term benefits of ZLD in terms of water conservation, resource recovery, and regulatory compliance make it an indispensable strategy for the industry.
Goldfinch Evaporation Systems is leading the way in providing comprehensive ZLD solutions tailored to the specific needs of the textile industry. By embracing ZLD, the textile industry can not only mitigate its environmental impact but also ensure its sustainability and operational efficiency in an increasingly water-scarce world. As the industry continues to evolve, the adoption of advanced ZLD technologies will be crucial in securing a sustainable future for the textile sector.
Zero Liquid Discharge (ZLD) is transforming wastewater management in the textile industry, offering a sustainable solution to water scarcity and pollution. While the implementation of ZLD involves significant costs and challenges, the long-term benefits in terms of water conservation, resource recovery, and regulatory compliance make it a viable and necessary investment. As the industry continues to evolve, the adoption of advanced ZLD technologies will be crucial in ensuring the sustainable growth of the textile sector.
Goldfinch Evaporation Systems is at the forefront of this revolution, providing comprehensive ZLD solutions that help textile industries achieve their sustainability goals. By embracing ZLD, the textile industry can not only mitigate its environmental impact but also secure its future in an increasingly water-scarce world.
Also Read: Increasing the Efficiency by 10x with the Steam Economy of Multiple Effect Evaporator Systems
Also get connected with us with LinkedIn..!!